- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик



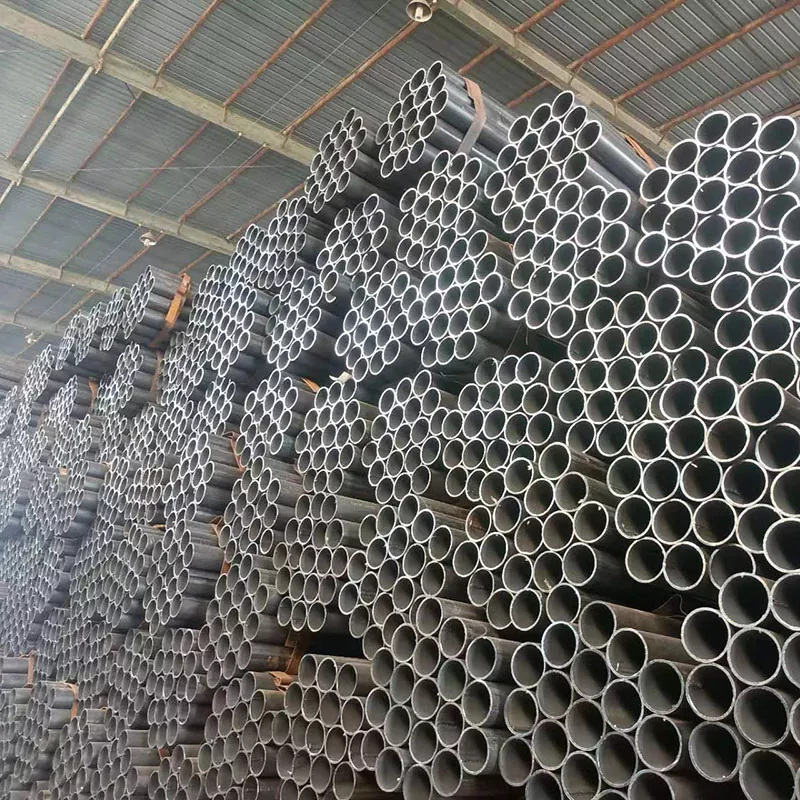


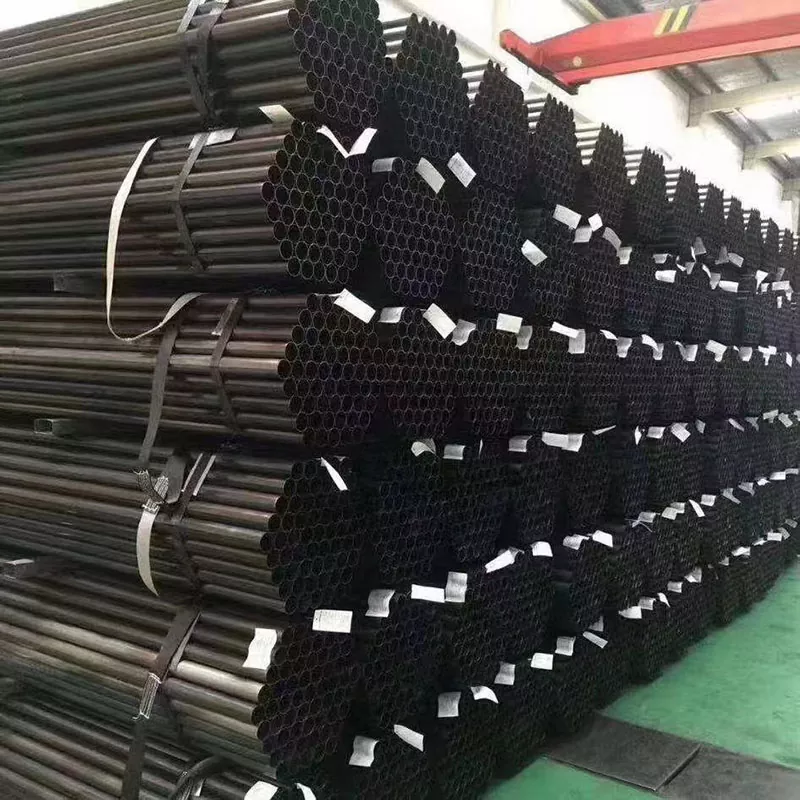
Langsvejsede rør
Longitudinal Welded Pipe produceret af Xinlida-producenten er en stålplade eller stålbånd valset, svejset ind i en lige linje ved svejseteknologi (såsom højfrekvenssvejsning eller nedsænket buesvejsning) for at danne en rørformet struktur. Sammenlignet med sømløst stålrør er produktionsprocessen af lige sømstålrør enkel, og omkostningerne er lave end det svejsede stålrørs styrke kan være lidt lavere end det svejsede.
Send forespørgsel
Produkt beskrivelse
Fremstillingsprocessen for Longitudinal Welded Pipe følger kerneprocessen "råmaterialeforbehandling-formning-svejsning-finishing", og hvert trin drejer sig om præcision og styrkekontrol. Metoden omfatter følgende trin: For det første forberedelse af råmaterialer, udvælgelse af en varmvalset stålstrimmel eller en spoleplade som et basismateriale til at skære i et stålbånd til at skære diameteren gennem et skærerør, maskine, og derefter udføre nivellerings- og afrustningsbehandling for at fjerne overfladeoxidbelægninger og urenheder for at undgå at påvirke svejsekvaliteten; og derefter ind i et formningsstadie, hvor stålbåndet gradvist bøjes til et åbent, rundt røremne (eller firkantet eller rektangulært røremne) gennem en kontinuerlig valseformningsmaskine, for at sikre, at røremnets kanter er justeret, og krumningen er ensartet, og lægger et fundament for efterfølgende svejsning.


Efter dannelsen kommer røremnet straks ind i svejseforbindelsen, og mainstreamen vedtager højfrekvent induktionssvejsning eller buesvejsning: højfrekvent svejsning bruger elektromagnetisk induktion til hurtigt at opvarme kanten af røremnet til en smeltet tilstand, og derefter afsluttes svejsningen ved at trykke på ekstruderingsrullen, og basissvejsestyrken er tæt på svejseemnet; buesvejsning er velegnet til tykvæggede rør, og forbindelsen opnås ved at fylde det smeltede bassin med en elektrode eller en svejsetråd. Efter svejsning skal der udføres svejseinspektion (såsom ultralyds- og røntgeninspektion) for at eliminere defekter såsom porer og revner, kalibrere rørdiameteren ved at dimensionere maskine, rette endefladen ud, rette endefladen ud, rette endestykket ud og rette ende af maskinen, rette endefladen ud forarbejdning og anti-korrosionsbehandling (såsom galvanisering og maling) for endelig at danne kvalificerede ligesvejsede rørprodukter.


Hot Tags: Kina langsgående svejset rør
Relateret kategori
Send forespørgsel
Du er velkommen til at give din forespørgsel i nedenstående formular. Vi svarer dig inden for 24 timer.





